
The first thing that I realised is that the dimensions you specify in your 3D model are not exactly what get printed. A good example of this is when printing holes.
For a project that is underway, I needed to prototype some custom DC motor mounts that will be attached to a PCB. ‘Great’, I said to myself, with my 3D printer I can measure up my motor and make a mount that will neatly hold the motor. To keep the mount secure to the PCB I can make some holes in the mount that will be secured with screws.
Well not quite, after fastidiously measuring the motor making what I reckon was a good solution for a mount, it was a dud. Why? When the printer does its thing:
- the plastic gets squashed during the first first layer,
- layers are not aligned perfectly,
- x and y axis backlash/overshoot cause circles to go out of round.
These are contributing factors to out of specification hole dimensions that I have noticed after a single job that required dimensionally accurate holes.
Sure I can make holes bigger with some cleanup by hand, but I don’t want to spend my time filing and sanding. I want to understand what my printer’s capabilities are and compensate for the limitations in the 3D modelling stage so when my item is printed it is very close to perfect.
The photo below shows the motor mount that I made on the right. The motor is secured by its end caps being clamped by the two vertical pieces. Two holes, one on the bottom right of the mount and the other in the top right hand side (obscured) were modeled with 3mm diameter holes. In reality the holes are tapered, with an aperture of 2.5mm at the top and 1.5mm at the bottom. The four standoffs on the left are meant to push onto the motor shaft itself. With a designed hole diameter of 2.5mm they ended up being 1.5mm in diameter.

The tapered holes in the motor mount appear to be a result of the bottom layer of filament being squashed flat when printing begins. As the print progresses, the filament gets laid down at the proper heights and the squashing decreases. You need to remember that the extruder is following the centre of the print path. This print path is infinitely thin but your extruded plastic has a width, and as such, the extrusion is going to encroach on your theoretical hole boundary. Below is an example of how you have to take into consideration the width of the extruded plastic when designing your holes.

To understand how the width of the extruded plastic will change the diameter of holes, I thought the best way was to create a standard measure. This way I can compare different print settings and configurations in the future too. For my standard, I modelled up a simple drill bit gauge – a row of 17 holes beginning with a diameter of 3mm and incrementing in 0.5mm steps all the way up to 11mm.
Once printed, I can take a set of metric drill bits and insert them into each printed hole and write on the drill gauge the actual measured hole diameters. The result of the experiment is below.
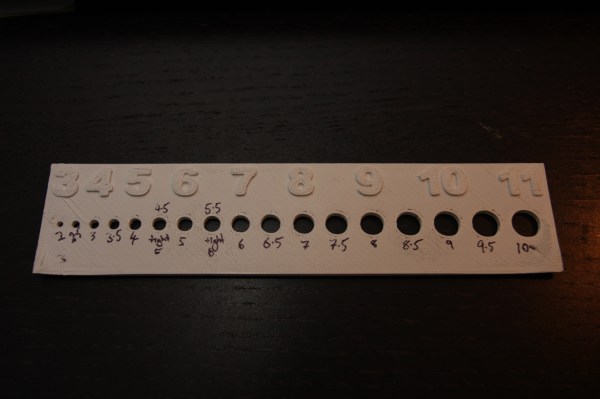
Each printed number is the modeled value of the hole directly below the number. What I actually found was the actual hole diameter was always 1mm in diameter smaller than the model. So for example, a model hole of 6mm diameter had an actual printed diameter of 7mm. All the results are shown in permanent texta written on the gauge. (The results marked ‘tight’ are very tight and best suited to using the respective half millimeter drill bit.)
The drill gauge was printed with the following specifications; bed height between nozzle = 0.3mm, 30% fill, 0.2mm layer height, standard speed and standard shell. I’ve recorded these parameters on the back of the gauge and will use this to compare with other print parameters to see if things change.
So, if you are planning to include holes in your models that require precision remember that your actual 3D printed hole will be different to your model. It pays to print out a standard that you can refer to ensure that all your holes actually print out at teh diameter you actaully need.
For more ways to improve your Da Vinci prints, check out the Tips and Tricks page.

I think this is backwards ” So for example, a model hole of 6mm diameter had an actual printed diameter of 7mm. “
LikeLike